


1、清洗不锈钢波纹管及待焊法兰管上的油污及其它污物时如果焊缝有裂纹和泄漏,则应去除原有的焊缝疤痕。2、 焊接与装配:尽量使装配间隙为0,可叠加在直法兰管上(一般为3-5mm),加工至间隙0-0.05mm或手工抛光。3.焊机选用:ws315型,直流正接。4、焊接材料选择:er308Φ0.8毫米。焊接操作:1、焊接参数:焊接电流25-30a,保护气体流量4-7l / min。需要在专业CF真空波纹管法兰管上起弧,波纹管用不锈钢熔丝熔化。3、焊接时带材要在厚管上运输,焊接时采用短焊或点焊应使用。4、焊接时应随时观察常州专业CF真空波纹管熔化情况。一般应一次熔化一至三个熔池,不宜连续焊接。5、 不锈钢波纹管与不锈钢法兰管的电弧焊关键是电弧不能直接指向波纹管,而是被电弧的余热熔化。
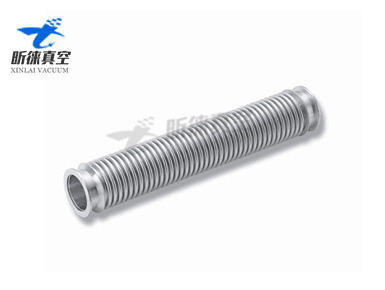
不锈钢波纹管补偿器的主要弹性元件是不锈钢波纹管,它通过波纹管的伸缩和弯曲来补偿管道的轴向、横向和角向。它的作用是:1、以补偿吸收管道的轴向、横向和角热变形。2、吸收设备振动,减少设备振动对专业CF真空波纹管管道的影响。3、吸收地震和地面塌陷引起的管道变形;在稳定情况之下,波纹管材料应满足下列条件:1、弹性限额高,常州专业CF真空波纹管抗拉强度和疲劳强度高保证波纹管工作。2、塑性良好,便于波纹管的成型加工。3、不错的耐腐蚀性,满足波纹管在有所不同环境之下工作的要求。4、良好的的焊接性能,满足波纹管生产之中焊接工艺的要求。

液压成形波纹管主要用于加工不锈钢、铜合金等具有良好塑性的材料。加工管壁厚度范围为0.08-4mm。通常情况之下,可加工波深系数K不大于2。成形管壁之上有U形、V形、方形和S形波纹,易于从专业CF真空波纹管模具之中取出。在液压成形过程之中,将预制管坯件放入成形模中,管坯两端密封,并进行波纹加工。当高压乳液进入容器管段达到管坯屈服强度时,管坯的初始波在相邻两个模盖间向之外扩展。当初始波达到设计弧度时,停止泵送高压乳化液。相邻的两个模板将初始波形挤压到规定的波形厚度,加压到成形压力,管壁与模腔配合成形。成形系统减压之后,打开模具,将冲头放回,得到液压成形专业CF真空波纹管零件。

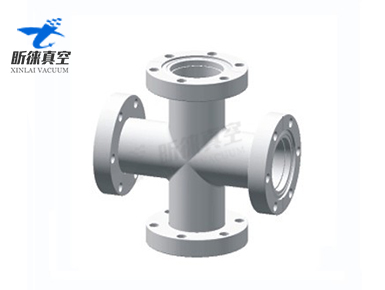
在法兰粗度相同的情况下,不同的钢材等级和轧制方法有不同的疲劳限定降低程度。实践表明,镀镉能显著提高法兰的疲劳限度。法兰应选用耐高温钢。常州专业CF真空波纹管法兰屈服强度与疲劳限度之间存在一定的联系。一般来说,材料的屈服强度越高,疲劳强度越高。因此,为了实现移动法兰的疲劳强度,应选择移动法兰材料的屈服强度或屈服强度与拉伸强度比值高的材料。因此,在计算法兰疲劳强度时应考虑标准效应的影响。腐蚀对法兰疲劳强度的影响不仅与法兰承受变载荷的次数有关,而且与法兰的使用寿命有关。随着表面粗糙度的增加,常州专业CF真空波纹管疲劳限度降低。因此,在规划和计算法兰受腐蚀影响时,应考虑使用寿命。

1、在过去,供水管道通常是特定的,而不是通用的。而在现在专业CF真空波纹管可同时应用于许多领域,如生活进水管系统、采暖管、食品加工管、燃气管、蒸汽管、油管、空调管、采暖管等。2、目前,随着我国生活质量的逐步提高,人们对精神需求的关注度越来越高,高品质的生活带给人们精神享受,因此供水管道似乎非常关键,安全性保健将成为市场之上的畅销商品。3、如果每个家庭使用100米的不锈钢波纹管,那么总长度为20亿米。因此,不锈钢波纹管的市场前景十分辽阔。4、一个市级区域服务商,市、县、镇、村,现在农村市场很大。5、对于一个专业CF真空波纹管企业来说,不锈钢管的年销售量通常不低于10w-50w,可以在原有的基础之上增加收入。
不锈钢金属软管的腐蚀开裂是由合金和特定介质(包括腐蚀介质)的敏感性引起的。应力、变形应力和残余应力。当应力腐蚀开裂时,没有显著的均匀腐蚀,甚至腐蚀产物很难,有时肉眼很容易发现,因此应力腐蚀是一种非常危险性的损伤。应力腐蚀过程可分为三个阶段。开始阶段是潜伏期。在这一阶段,由于局部腐蚀过程和拉应力效应的实现,裂纹的核心即不锈钢腐蚀敏感部位形成的微小凹陷;之后阶段是发展阶段。腐蚀开裂阶段。专业CF真空波纹管裂纹形核之后,在腐蚀介质和金属拉应力的共同作用之下,裂纹扩展形成细长裂纹。在这三个阶段之中,由于局部拉应力的收敛,专业CF真空波纹管裂纹的快速扩展和裂纹的快速扩展,将在长时间之内形成严重的损伤。


手机:138-1887-0336 189-6167-7186 联系人:吴先生 电话:0510-83787369 传真:0510-83787370 | 邮箱:wuzfdm8@163.com 地址:无锡市锡山开发区联新路16号厂房 |


扫一扫添加微信 扫一扫添加公众号
